The A31 Thumb planes are now finished. The snakewood has come out really well





The A31 Thumb planes are now finished. The snakewood has come out really well
It is always tempting to rush off to the next stage, like the bottoms. But once the side profiling is complete there are still quite a number of other operations to be completed and these sides just scream to be finished. The polishing of the sides is a major undertaking and it eats up a lot of my time.

I use four abrading grades and at each stage everything is continually blued which helps me avoid any form corruption.

With a few purpose made spacers I am able to keep the edge polishing true and sharp without any deformation.

It could be embarrassing to mention how much time this operation takes but if perfection is required …..
These sides are now waiting for stamping and another surface grind on the inside faces, for its final texture.
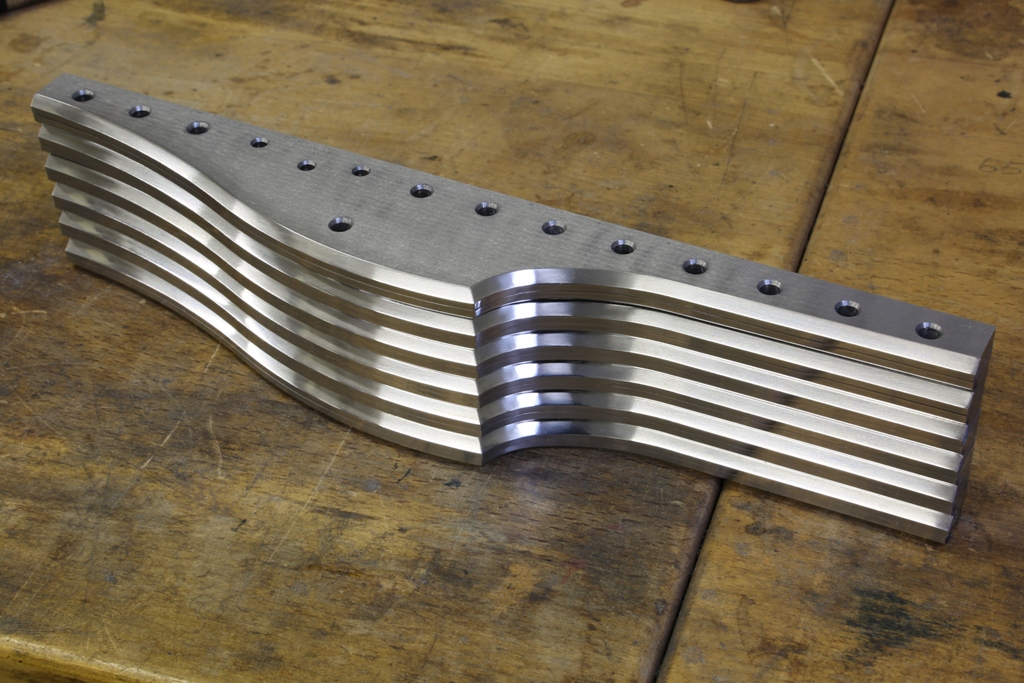
Drilling the holes in the No 984 plane pre-prepared and surface ground sides which will receive the integral riveting from the bottom.

Once the sides have been drilled they are then ready for profiling. This I do by making a holding plate which is drilled and tapped. In the case of this plane I have chosen six of the fifteen holes which were drilled in the plane sides which is sufficient for work holding purposes
The fixings used here have a 3/16 Whitworth thread to work within the existing holes. I hand cut the threads whilst they are in the milling machine so they are a little small to go through 1/2″ steel. A lot of care and patience is needed here. This means I can only take one or two rotations of cut at a time and then remove the taping tool and blow everything clean, then repeat until I am through.

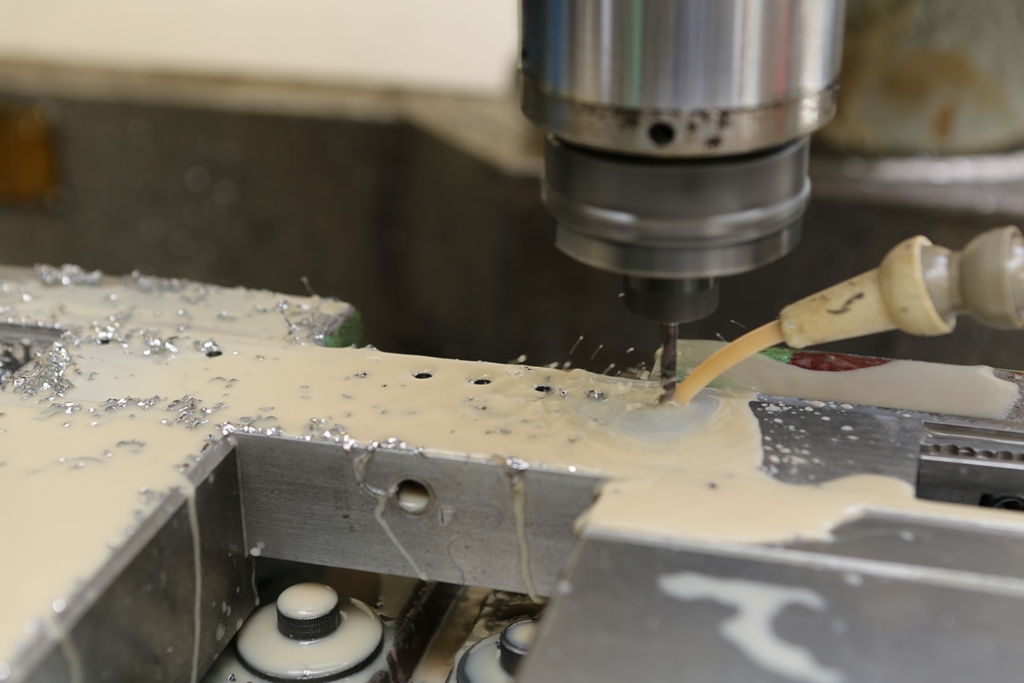
Now and again I push my luck and this is what happens. This is probably about the worse horror because I have a large piece of the tap seized in the tapping hole with a jagged shard of HSS tap sticking up. If this couldn’t be removed then I would have to spend the best part of a day to grind and drill another holding plate. However, whilst it was in situ I was able to write another programme to mill the broken tap away with a very high quality tungsten carbide end mill. This could have only worked in the CNC as it needed a consistent very slow feed rate. It leaves me on a bit of a high when this works. Not only did I remove the broken tap but the original thread and true axis was maintain. This is extremely important or it would have had to be scrapped.
Sometimes I like to mention this sort of trivia as it is a whole part of the whole process, often unseen. As I have said before, it is not just the tools I make but the tools I make to make them with.

This is the end of the building process for the holding tool, showing the jig screws. Also showing the mirrored side on the left. Mirroring or pair handing is necessary where there is chamfering and countersinking involved.
After use this holding tool will go into my cupboard to join all the others, as each tool is dedicated to its type. It is sad that in the case of this one it will not be coming out again. ![]()
One of the boring sides of this detail. It is no simple polishing job as the valleys formed by the mill are very hard to smooth out.
It is a case of starting with a coarse abrasive and working down to 1200 grade and then I wrap a piece of denim cloth infused with metal polish for the final polish.



That is a reflection of my magnetic tool rack which looks like a row of vertical scratches.
It seems odd doing polishing at this stage but it is the sequence which I choose to do the work in which gives me the finish. When all the riveting and adjuster recessing are complete I can surface grind the inner parts so everything is sharp and pristine.
Somebody on a forum described my work as being clinical and having no soul, maybe he is right and it is dammed hard work to keep it up ![]()
Chariot Plane
I find that I try to avoid using the term A28 because there is a lot more here than on the original A28 plane. These six are the last I will make as the cost of making is too high.
One of the original A28 Norris planes was sold at David Stanley’s auction Sept 2014 for £8,000 (+ commissions). In the light of this my price of £4,800 is very reasonable, especially as my plane is far superior in quality and construction. Who knows what these will be worth when I am gone.

There are some who would think that because this is cut out with a CNC mill there is no work here, to them I say “make one” ![]() There was a lot of work to get here and still a long way to go. (all finished now – look out for the next project).
There was a lot of work to get here and still a long way to go. (all finished now – look out for the next project).
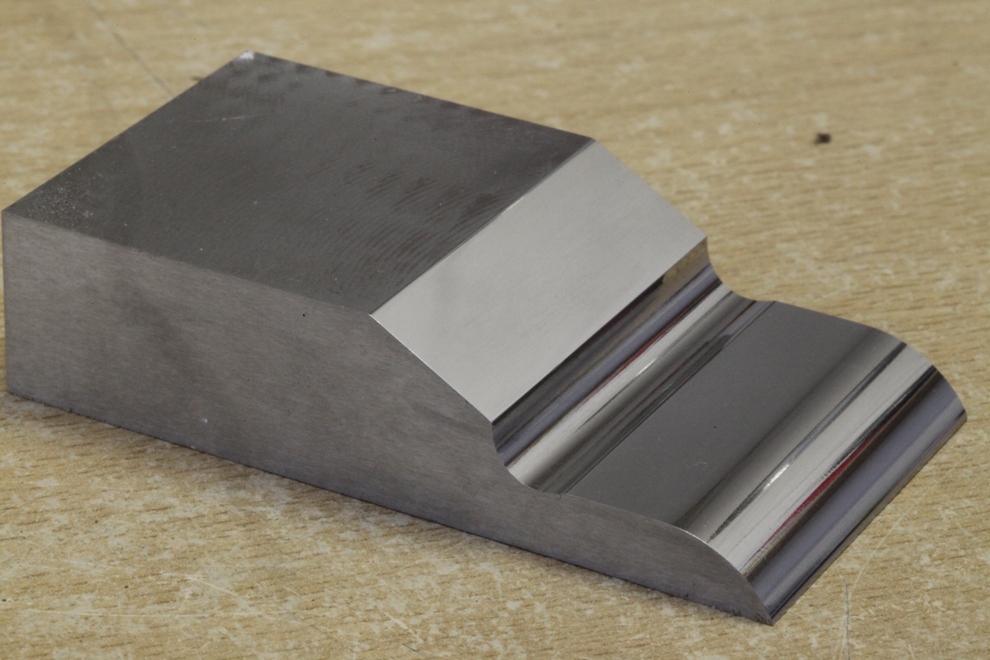
As this lever cap has taken a very long time to make I thought this picture, of it not even half way completed, tells some of the story. The milling, grinding and polishing has to done in sequence to achieve the finish I require. It will be a complex shape when completed.
Powered by WordPress