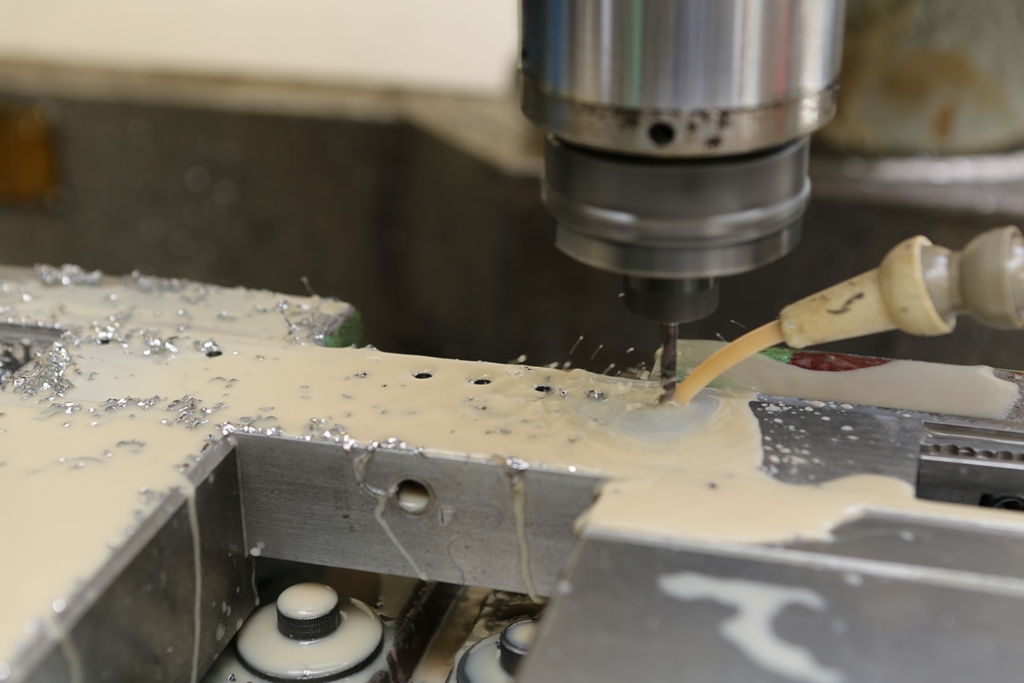
Drilling the holes in the No 984 plane pre-prepared and surface ground sides which will receive the integral riveting from the bottom.

Once the sides have been drilled they are then ready for profiling. This I do by making a holding plate which is drilled and tapped. In the case of this plane I have chosen six of the fifteen holes which were drilled in the plane sides which is sufficient for work holding purposes
The fixings used here have a 3/16 Whitworth thread to work within the existing holes. I hand cut the threads whilst they are in the milling machine so they are a little small to go through 1/2″ steel. A lot of care and patience is needed here. This means I can only take one or two rotations of cut at a time and then remove the taping tool and blow everything clean, then repeat until I am through.

Now and again I push my luck and this is what happens. This is probably about the worse horror because I have a large piece of the tap seized in the tapping hole with a jagged shard of HSS tap sticking up. If this couldn’t be removed then I would have to spend the best part of a day to grind and drill another holding plate. However, whilst it was in situ I was able to write another programme to mill the broken tap away with a very high quality tungsten carbide end mill. This could have only worked in the CNC as it needed a consistent very slow feed rate. It leaves me on a bit of a high when this works. Not only did I remove the broken tap but the original thread and true axis was maintain. This is extremely important or it would have had to be scrapped.
Sometimes I like to mention this sort of trivia as it is a whole part of the whole process, often unseen. As I have said before, it is not just the tools I make but the tools I make to make them with.

This is the end of the building process for the holding tool, showing the jig screws. Also showing the mirrored side on the left. Mirroring or pair handing is necessary where there is chamfering and countersinking involved.
After use this holding tool will go into my cupboard to join all the others, as each tool is dedicated to its type. It is sad that in the case of this one it will not be coming out again. ![]()